Eloxieren / Eloxal bzw. Harteloxieren
Was bedeutet Eloxieren bzw. Eloxal oder Anodisation?
Beide Begriffe bezeichnen de facto dasselbe - Eloxal steht für Elektrolytische Oxidation von Aluminium; Anodisation ist die internationale Bezeichnung. Bei diesem Verfahren wird die Metalloberfläche in eine harte und dicke Oxidschicht umgewandelt, die fest mit dem Grundmaterial verbunden ist. Dabei findet eine Maßerhöhung von ca. 1/3 der Gesamtschichtdicke statt. Sie bietet guten Schutz gegen mechanische Einflüsse, ist korrosions- und witterungsbeständig und gegen viele chemische Substanzen unempfindlich.
Was bedeutet Harteloxieren?
Die Oberfläche wird in einen speziellen Elektrolyten getaucht und dabei oxidiert. Auf dem metallischen Aluminium bildet sich eine Schicht aus „hartem“ Aluminiumoxid aus. Dabei findet eine Maßerhöhung von ca. 50 % der Gesamtschichtdicke statt. Härten bis zu 600 HV und hohe Widerstandsfähigkeit gegenüber Korrosion und mechanischen Einflüssen und Beschädigung kann mittels dieser Beschichtung erreicht werden.

Eigenschaften von eloxierten Materialien
Das metallische Aussehen des Materials bleibt erhalten, da die Oxidschicht „transparent“ ist. Die mit Hilfe von Gleichstrom in einem Elektrolyten entstandene Oxidschicht kann durch verschiedene Verfahren eingefärbt werden. Dabei wird der Farbstoff in die Schicht eingelagert und bleibt daher vor Umwelteinflüssen geschützt.
Eloxiertes Aluminium kann ohne weiteres für eine Neuverarbeitung zurückgewonnen werden und stellt daher eine umweltverträgliche Art der Oberflächenveredelung dar.
Anodisch erzeugte Oxidschichten sind überwiegend transparent. Ein großer Teil des auf eine anodisierte Oberfläche fallenden Lichts wird nicht an der Oberfläche der Oxidschicht, sondern an der Grenzfläche zum Metall reflektiert. Deshalb bleibt das metallische Aussehen beim Eloxieren erhalten.
Harteloxierte Oberflächen verfärben sich entsprechend den Legierungseigenschaften und können bei uns ausschließlich schwarz gefärbt werden.
Für die optische Wirkung von eloxiertem Aluminium ist die Art der Vorbehandlung und Beize von entscheidender Bedeutung.
Die Schicht leitet keinen elektrischen Strom an der Oberfläche!




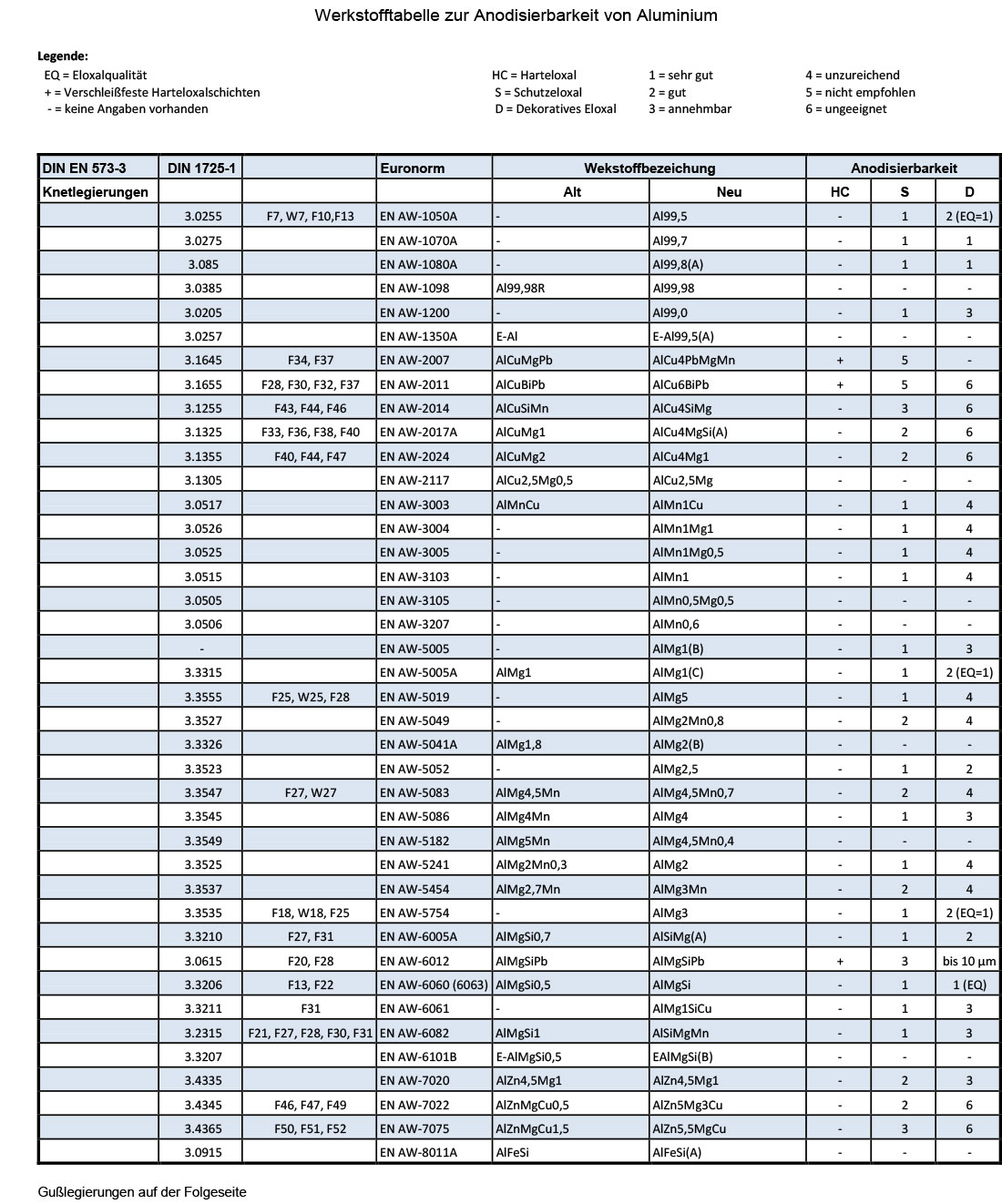
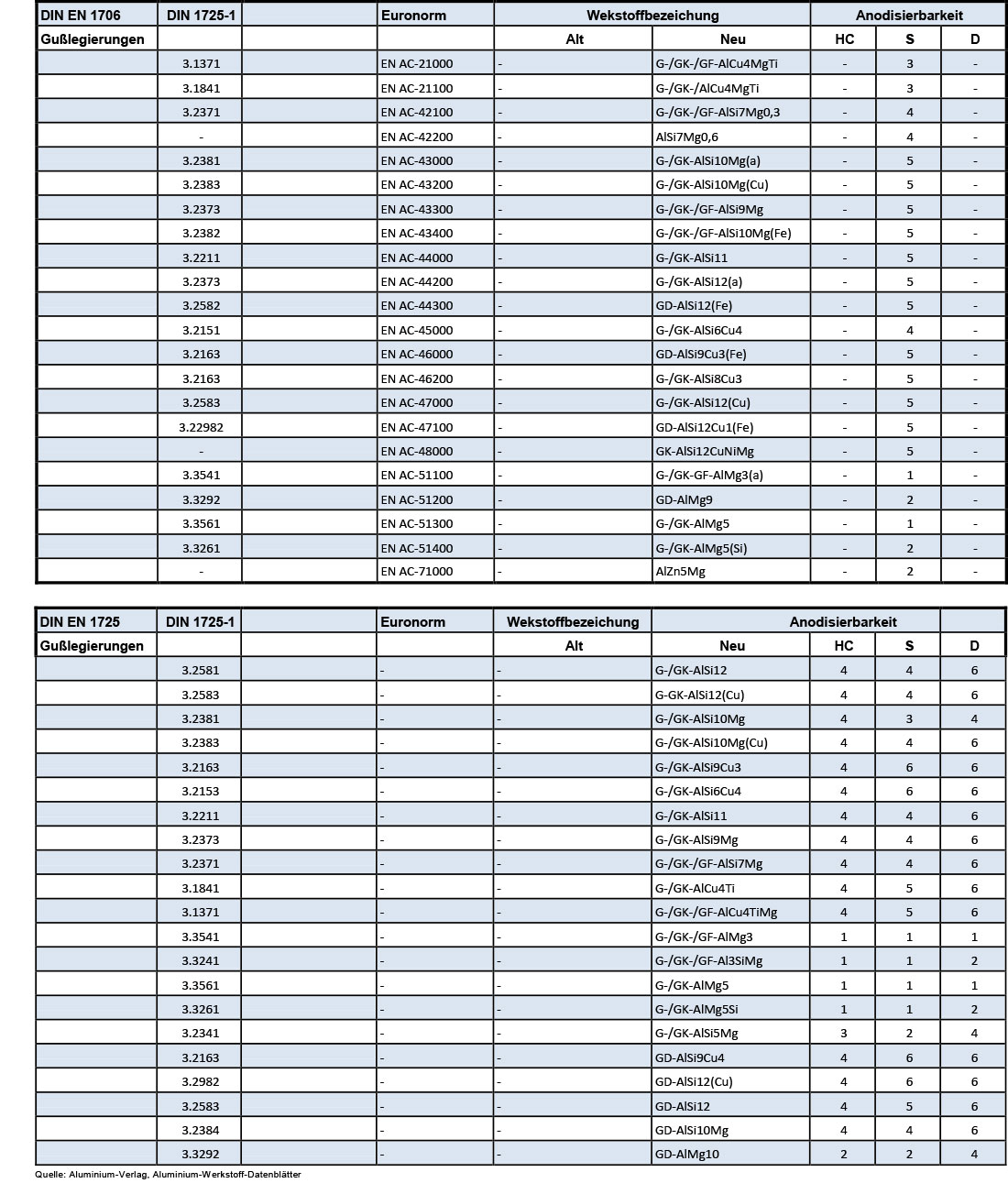
Welche Stoffe lassen sich bei uns eloxieren?
Die nachfolgenden Tabellen geben Ihnen einen Überblick der Möglichkeiten und Optionen:
Vorbehandlung beim Eloxieren beziehungsweise Harteloxieren
Die Vorbehandlung hat die Aufgabe, die Oberflächen der Werkstücke in einen beschichtungsgerechten Zustand zu versetzen. Die Oberflächen müssen frei von Verschmutzung wie z.B.: Ölen, Fetten, Zieh- und Gießhäuten u.ä. sein. Die Vorbehandlung kann mechanisch und / oder chemisch durchgeführt werden.
Zu den mechanischen Vorbehandlungen gehören unter anderem: Putzen, Bürsten, Schleifen, Polieren, Strahlen, ...
Zu den chemischen Vorbehandlungen gehört das Entfetten, Beizen, Ätzen, ...
Man unterscheidet die chemische Vorbehandlung durch Beizen in alkalischer Lösung (matte Oberfläche) und die mechanische Vorbehandlung, z.B. durch Bürsten, Schleifen oder Polieren. So können unterschiedliche Oberflächeneffekte erzielt werden (Glanz, Schliff oder Mattierung).
Die Art der Vorbehandlung ist durch das entsprechende Kurzzeichen E0 bis E7 normgerecht gekennzeichnet.
Bei uns sind folgende Vorbehandlungen nach DIN 17611 möglich:
E0 - ohne wesentliche Oberflächenabtragung
Ziehriefen, Kratzer, Scheuerstellen und sonstige Oberflächenfehler bleiben sichtbar.
Für nicht dekorative oder untergeordnete dekorative Oberflächen, die nicht im Blickfeld liegen.
E1 - geschliffen
Geschliffen, eloxiert und verdichtet Relativ gleichmäßige, etwas stumpf aussehende Oberfläche:
Kleine Ziehriefen und Kratzer werden beseitigt (kein Planschliff).
Je nach Schleifkorn sind grobe bis feine Schleifriefen sichtbar.
E2 – gebürstet
Gebürstet, eloxiert und verdichtet, gleichmäßige, helle Oberfläche: Die Bürstenstriche sind sichtbar.
Ziehriefen, Kratzer etc. werden nur zum Teil entfernt.
Pflegefreundlich, erhöhter Selbstreinigungseffekt im Außenbereich.
Als mechanische Vorbehandlung meist angewendet.
E3 - poliert
Poliert, eloxiert und verdichtet, glänzende Oberfläche: Ziehriefen, Kratzer etc. werden nur zum Teil entfernt.
Anwendung bevorzugt im Innenbereich. Pflegeleicht.
E4 - geschliffen und gebürstet
Geschliffen und gebürstet, eloxiert und verdichtet Gleichmäßige helle Oberfläche: Riefen, Kratzer, Scheuerstellen etc., - vor allem verdeckte Korrosionserscheinungen, die bei E0 oder E6 sichtbar werden können, werden beseitigt (kein Planschliff). Pflegeleicht.
E5 - geschliffen und poliert
Geschliffen und poliert, anodisiert und verdichtet Glatte, glänzende Oberfläche: Riefen, Kratzer, Scheuerstellen etc., - vor allem verdeckte Korrosionserscheinungen, die bei E0 oder E6 sichtbar werden können, werden beseitigt (kein Planschliff).
Wichtig - Kontaktierung und Farbvarianten
Kontaktierung
Aufgrund der besseren Haltbarkeit werden in unserer Firma überwiegend die sehr teuren Titangestelle eingesetzt. Vor dem Beschichtungsprozess muss geklärt sein, wo die Werkstücke kontaktiert werden können. Bereiche, die nicht eloxiert werden dürfen, müssen mit Abdecklacken, Klebebändern oder anderen geeigneten Materialien abgedeckt werden.
Farbvarianten
Wirtschaftliche Bedeutung haben Tauchfärbeverfahren und die elektrolytische Einfärbung. Beim Tauchfärbeverfahren werden die Eloxalschichten in ein Farbbad eingetaucht und in den verfahrensbedingten Poren lagern sich durch Adsorption Farbpartikel ein. Bei uns sind folgende Farbvarianten nach dem Adsorptionsverfahren möglich:
- C0 Transparent (farblos)
- C8 Schwarz
- C4 Dunkelgold (auf Anfrage)
Bei genügend großer Stückzahl oder Übernahme des Aufwandes (Umpumpen, Entsorgung, ...) können wir selbstverständlich gerne auch andere adsorptive Farben offerieren - so z.B. Firmenfarben oder Spezialfarben (gilt nicht für Harteloxal).
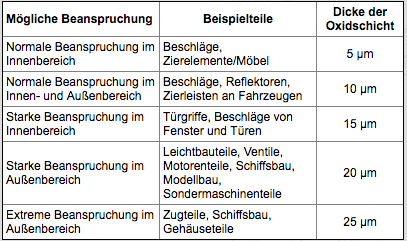
Schichtdicken
Eloxal
Üblicherweise erzielen wir Schichtdicken von 5 bis 25µm. Dabei findet eine Maßerhöhung von ca. 1/3 der Gesamtschichtdicke statt, die restlichen ca. 2/3% werden im Grundwerkstoff umgewandelt.
Harteloxal
Üblicherweise erzielen wir Schichtdicken von 25 bis max. 70 µm. Dabei findet eine Maßerhöhung von ca. 50 % der Gesamtschichtdicke statt, die restlichen ca. 50% werden im Grundwerkstoff umgewandelt.
Unsere Schichtdickenmessgeräte werden laufend kalibriert und extern mehrmals im Jahr auf Genauigkeit überprüft. Die vereinbarten Schichtdicken können dadurch genauestens überprüft und somit auch garantiert werden!
Rautiefe
Mit speziellen Vorbehandlungen (chemischen und mechanischen) können wir Sonderwünsche von Kunden betreffend Rautiefe auf eloxierten Oberflächen erzeugen. Dazu bieten wir auch eine Rautiefenvermessung, inkl. Auswertung, mit modernsten Messmitteln an!
Allgemeines
Die Herstellung von anodischen Oberflächen erfolgt in mit geeigneten Elektrolytflüssigkeiten gefüllten Bädern unter Verwendung einer äußeren Stromquelle (Gleichrichter). Die Werkstücke werden im Beschichtungsbad als Anode geschaltet, daher werden Eloxalschichten auch "anodische Schichten" und der Eloxalprozess auch "Anodisation" genannt.
Verschiedene Verfahrensparameter beeinflussen das Beschichtungsergebnis, so zum Beispiel:
- Elektrolytzusammensetzung
- Temperatur
- Elektrodenpotential (Spannung)
- Signalform des elektrischen Stromes
- Behandlungszeit
An den anodisch geschalteten Aluminiumwerkstücken findet eine Oxidationsreaktion statt. Diese Reaktion beginnt mikroskopisch betrachtet an bevorzugten Stellen, den Keimstellen der Oberfläche und breitet sich über die gesamte Oberfläche aus. Die Oxidationsbereiche stoßen aneinander und bedecken schließlich die gesamte Oberfläche; sie bilden eine hexagonale Zellenstruktur. Bei elektrischen Feldstärken >109 Vm-1 wird diese erste Schicht (Sperrschicht) durch Funkenentladung durchbrochen.
Nach der klassischen und zwischenzeitlich bestätigten Darstellung, besteht die Deckschicht aus hexagonalen, dicht gepackten, orthogonal zur Basisfläche stehenden Oxidprismen, von denen jedes einen Porenkanal enthält.
Die entstehenden Eloxalschichten haben abhängig vom beschichteten Aluminium-Grundwerkstoff eine silbrige bis graue Farbe.
Unsere neue Anlage zählt zu den modernsten Eloxalanlagen Österreichs und entspricht dem allerneuesten Stand der Technik! Die Elox-Bäder werden intern mittels täglicher Arbeitsaufzeichnung laut Arbeitsanweisung geprüft und periodisch intern und extern analytisch überwacht. Spülwässer werden mittels Ionentauscher (SWS- System- neueste Spültechnik) aufbereitet.
Nachbehandlung
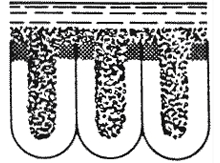
Diese Heißwassernachverdichtung (Sealing) erfolgt bei ca. 96 Grad Celsius und verbessert den Korrosionsschutz der Oberflächenschicht (siehe schematische Abbildungen unten) Die Optimierung der dekorativen Eigenschaften erfolgt durch die adsorptive Einlagerung von Farbstoffen. Die anschließende Heißwassernachverdichtung fixiert zusätzlich die Farbe.
Unverdichtete Poren
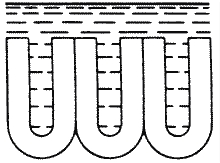
Quellung der Porenrandzone
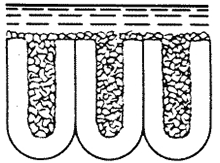
Aufnahme von Hydratwasser
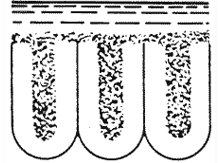
Umwandlung zu Al2O3 * H2O
Lahner KG - Ihre Spezialisten für Eloxieren in Großraum Wien bzw. ganz Österreich
Ein Gespräch mit unserer Fachabteilung bzw. unseren Spezialisten kann klären, welche Art der Eloxalbeschichtung für Ihren speziellen Anwendungsfall und im Hinblick auf Korrosions-Beständigkeit, Härte, elektrische Isolation oder den gewünschten Dekoreffekt geeignet ist. Wir freuen uns auf Ihre Anfrage!